Note: This text has been automatically extracted via Optical Character Recognition (OCR) software.
Die Engraving, Sinking, And Multiplying. By Mr. J. Newton, Royal Mint.
DIE ENGRAVING , SINKING , AND MULTIPLYING . BY MR . J . NEWTON , Royal Mint .
' The following paper on this interesting art , as practised at her Majesty's Mint , is copied from that excellent monthly publication , the Artisan , and will be doubtless read with interest , as showing the uninitiated how " money is made , " for general circulation . For the use of the illustrative cuts we are indebted
to the editor of the journal , in which , as we have stated , that article originally appeared : — It is more than probable that , with the exception of those who may be practically engaged in the above-named arts , very few persons are acquainted with the modern method of preparing dies , whether for the stamping of coins or the striking of medalsThe general belief shared have to know
. , as we reason , by many scientific men , is , " that each individual die used for cither of these purposes must first be engraved by the skilful hand of an artist , and that therefore , at her Majesty ' s Mint , where , in addition to the coins of the realm , all our Naval ancl Military medals are struck , a numerous staff of engravers is -constantly employed in the preparation of new dies ; this is a very reasonable supposition ; but it is also a very erroneous
one . Ancl though tbe subject lias been before treated of generally , we purpose in this paper to explain with exactitude , ancl at the same time in as popular a manner as can be allowed , the system of die manufacturing as carried on afc Her Majesty ' s Mint at the present time . It will be found that the processes employed in the conversion of bars of steel , as they come from the . moulds and mills of Sheffield , into coining ancl metal dies are to the full as interesting as those exercised in any other branch
of manufacturing ancl industrial art . The ancient plan of getting up dies was undoubtedly identical with that which the public generally believe to be in existence now—namely , that of cutting in the various designs and devices upon softened steel blocks by means of etchingtools and gravers , and afterwards hardening , and tempering the engraved blocks by the application of fire ancl water . By such means it was that the renowned engraver of the times
-of Oliver Cromwell and the second Charles—Thomas Simonproduced the dies by which the numerous commemoration medals and the coins of those periods were struck . When , however , it became necessary to increase the producing power of the Mint a thousand-fold , as it has been increased of late years , it
-was essential , also , to devise a mode of producing dies in quantities commensurate with the multiplied demand for money ; for dies , though made of steel , are short-lived , and seldom survive one clay ' s use iu the stamping press . As usual in this country , mechanical ingenuity kept pace with public requirement , ancl instead of enlisting into the service of the . Mint a small army ¦ of engravers , machinery was invented which effectually did their -duty . All that was subsequently wantedthereforewas a
, , master hand to direct ancl govern the movements of the engraving machines . That master hand , in the form of a chief engraver , has never since been absent , as witness the names of Pistrucciand the AVyons . It would be unjust to the memory of an individual long since deceased to proceed with our description of die manufacturing without mentioning his name , because the die manufacturer
stands chiefly indebted to his skill and perseverance . We refer to the late Benjamin Huntsman , of Sheffield , and who invented the best material for dies—cast steel . After many years of patient investigation ancl experiments innumerable , he succeeded in producing this invaluable metal , and as it will be incumbent upon us to speak of it frequently , it may not be improper to detail very briefly at this point the process of inaking'it . That
process has remained unaltered iu principle since tlie clays of Huntsman , and is not likely to be deviated from in the future . The melting of wrought , or bar steel , intended lor conversion into cast steel , is effected iu small crucibles formed of clay and plumbago , and which are capable of holding about 301 bs . weight each of the metal to be acted upon . Ten or twelve of these are placed in furnaces very similar to those used in ordinary brass
foundries . After the crucibles have been brought , by the concentrated action of a coke fire to a white heat , tbey are charged Avith pieces of bar steel reduced to a particular degree of softness , and which weigh about a pound each . When the crucibles are thus loaded , lids of clay are placed over them , the furnaces are filled with coke , ancl the covers of the furnaces are put down . The intense heat thus generated soon reduces the contents of the
crucibles to a liquid state , and induces an ebullition of the metal , resembling somewhat the boiling process in the case of ordinary fluids . When the furnaces require feeding with fresh coke the lids of the crucibles are also removed , and tlie workmen are enabled to judge as to how far the process is matured . Usually , in about three hours , the molten metal is ready for "teeming . " The subsidence of all ebullition , ancl the dazzling brilliancy of the metal are proofs of the successful letion of the fiery
comp ordeal , ancl it is then forthwith poured into ingot moulds of the shape ancl size required . AA'hen cold , the resulting ingots are removed , and are in fit condition for tbe market ancl the rolling mills or the workshop . Those which are intended for jjonversion into dies are first elongated into bars , of which we shall have to speak hereafter . Without further preface let us now proceed to deal with the manufacture of cast steel dies as
practised at her Majesty ' s Mint . The whole of those which are used there—and in these clays of incessant money-making their name is "legion "—are produced within its own walls . The die department , which occupies what may be termed the left wing of the operative branch of the establishment , is entirely independent of , ancl distinct from , the coining-rooms . It comprises officesworkshopsstoresa museum ( in which are kept
, , , specimens of the dies of almost every monarch of England , from AVilliam the Conqueror to Victoria the Good ) , ancl all are conveniently disposed for these-purposes . In the workshops are to be found forges , furnaces , ilathes , huge presses , annealing and hardening pots of wrought iron , baths for die plunging , and numerous other fitments of a less important , but not less useful kind . The running machinery is driven by a six horse-power
steam engine , made by the well-known firm of Boulton and AVatt , the present head of which is H . AVollaston Blake , a director of the Bank of England . Rectangular bars of the finest cast steel which Sheffield can furnish , ancl varying in size in accordance with the respective denominations of coin in the British series alone are used in the Mint . There are two substantial reasons for employing highly
refined steel in die making . The first is that the elaborate engraving and fine lines of the artist , as placed on an original die , may be satisfactorily copied , ancl the second that due resistance may be gained by the perfect homogeneity and toughness
of the metal to the rapidly-repeated and heavy thuds ot the coining presses- Constant practice lias made the officers and workmen of the department excellent judges of the peculiar mechanical and chemical properties which should distinguish the steel they use . They are consequently not very liable to error in selecting it . It is not essential , perhaps , to explain minutely the peculiarities which distinguish good die steel ; hut it may be saicl thafc that which exhibitswhen broken or
, fractured , a moderately fine grain which is of uniform texture , and when polished is free from spot or blemish , is the best . Let it be imagined , lor illustration , that a coinage of floriusis required to be struck ancl issued from the Mint , and that the entire duty of engraving , sinking , and multiplying a number of dies for the purpose lias to be performed . Then , if we succeed in making the operation understood , our readers will have
obtained information as to the manufacture of dies generally , for all pass through similar processes . The engraver will have received his instructions from the master of the Mint . Let us therefore visit his atelier , ancl watch his movements . Having selected with especial care the bar to be first used , tested portions of it with rigorous severity , ancl thus assured himself of its perfect fitnessthe artist will cause it to be sent to the smith .
, After one end of the bar is heated to redness in an ordinary forge , two pieces are cut off it of the size required . The resulting blocks are then again heated and swaged into round form . It may be suggested that the bars of cast steel might as well be made round before reaching the hands of the die forgers and that this would save the labour of hammering the blocks into round shape afterwards . The smith ' s labour
, however , is not labour lost , for it gives a density and tensile strength to the embryo dies which they would not otherwise possess , and hence they are eventually found more durable . It will be well to explain , too , that the blocks are not worked longitudinally with the bar from which they are cut , bufc transversely ; that is to say , the sides of the bar , form the tops ancl bottoms of the dies . The grain of tbe steel is thus
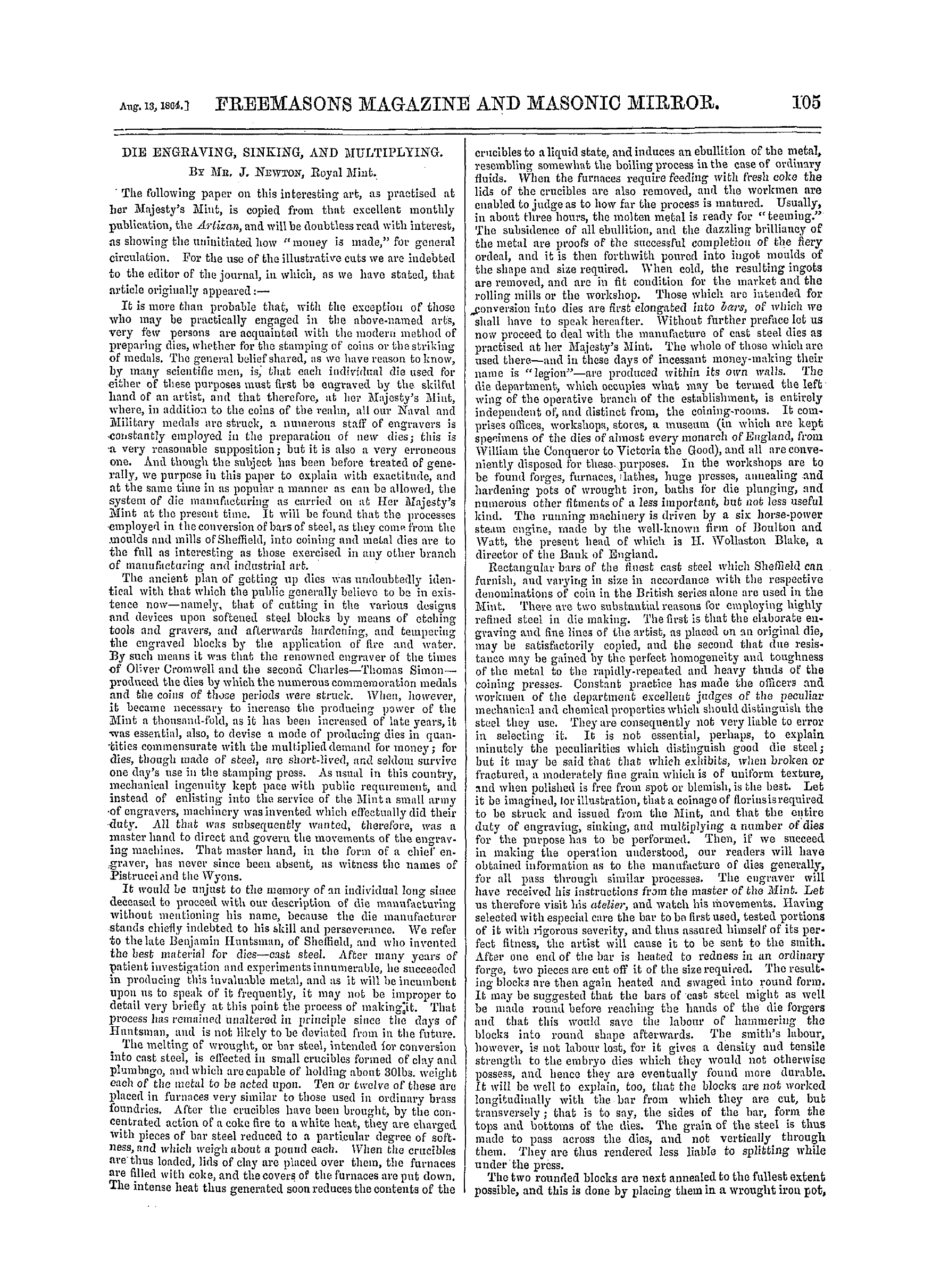
made to pass across the dies , and not vertically through them . They are thus rendered less liable to splitting while under the press . The two rounded blocks are next annealed to the fullest extent possible , and this is clone by placing them in a wrought iron pot ,


Note: This text has been automatically extracted via Optical Character Recognition (OCR) software.
Die Engraving, Sinking, And Multiplying. By Mr. J. Newton, Royal Mint.
DIE ENGRAVING , SINKING , AND MULTIPLYING . BY MR . J . NEWTON , Royal Mint .
' The following paper on this interesting art , as practised at her Majesty's Mint , is copied from that excellent monthly publication , the Artisan , and will be doubtless read with interest , as showing the uninitiated how " money is made , " for general circulation . For the use of the illustrative cuts we are indebted
to the editor of the journal , in which , as we have stated , that article originally appeared : — It is more than probable that , with the exception of those who may be practically engaged in the above-named arts , very few persons are acquainted with the modern method of preparing dies , whether for the stamping of coins or the striking of medalsThe general belief shared have to know
. , as we reason , by many scientific men , is , " that each individual die used for cither of these purposes must first be engraved by the skilful hand of an artist , and that therefore , at her Majesty ' s Mint , where , in addition to the coins of the realm , all our Naval ancl Military medals are struck , a numerous staff of engravers is -constantly employed in the preparation of new dies ; this is a very reasonable supposition ; but it is also a very erroneous
one . Ancl though tbe subject lias been before treated of generally , we purpose in this paper to explain with exactitude , ancl at the same time in as popular a manner as can be allowed , the system of die manufacturing as carried on afc Her Majesty ' s Mint at the present time . It will be found that the processes employed in the conversion of bars of steel , as they come from the . moulds and mills of Sheffield , into coining ancl metal dies are to the full as interesting as those exercised in any other branch
of manufacturing ancl industrial art . The ancient plan of getting up dies was undoubtedly identical with that which the public generally believe to be in existence now—namely , that of cutting in the various designs and devices upon softened steel blocks by means of etchingtools and gravers , and afterwards hardening , and tempering the engraved blocks by the application of fire ancl water . By such means it was that the renowned engraver of the times
-of Oliver Cromwell and the second Charles—Thomas Simonproduced the dies by which the numerous commemoration medals and the coins of those periods were struck . When , however , it became necessary to increase the producing power of the Mint a thousand-fold , as it has been increased of late years , it
-was essential , also , to devise a mode of producing dies in quantities commensurate with the multiplied demand for money ; for dies , though made of steel , are short-lived , and seldom survive one clay ' s use iu the stamping press . As usual in this country , mechanical ingenuity kept pace with public requirement , ancl instead of enlisting into the service of the . Mint a small army ¦ of engravers , machinery was invented which effectually did their -duty . All that was subsequently wantedthereforewas a
, , master hand to direct ancl govern the movements of the engraving machines . That master hand , in the form of a chief engraver , has never since been absent , as witness the names of Pistrucciand the AVyons . It would be unjust to the memory of an individual long since deceased to proceed with our description of die manufacturing without mentioning his name , because the die manufacturer
stands chiefly indebted to his skill and perseverance . We refer to the late Benjamin Huntsman , of Sheffield , and who invented the best material for dies—cast steel . After many years of patient investigation ancl experiments innumerable , he succeeded in producing this invaluable metal , and as it will be incumbent upon us to speak of it frequently , it may not be improper to detail very briefly at this point the process of inaking'it . That
process has remained unaltered iu principle since tlie clays of Huntsman , and is not likely to be deviated from in the future . The melting of wrought , or bar steel , intended lor conversion into cast steel , is effected iu small crucibles formed of clay and plumbago , and which are capable of holding about 301 bs . weight each of the metal to be acted upon . Ten or twelve of these are placed in furnaces very similar to those used in ordinary brass
foundries . After the crucibles have been brought , by the concentrated action of a coke fire to a white heat , tbey are charged Avith pieces of bar steel reduced to a particular degree of softness , and which weigh about a pound each . When the crucibles are thus loaded , lids of clay are placed over them , the furnaces are filled with coke , ancl the covers of the furnaces are put down . The intense heat thus generated soon reduces the contents of the
crucibles to a liquid state , and induces an ebullition of the metal , resembling somewhat the boiling process in the case of ordinary fluids . When the furnaces require feeding with fresh coke the lids of the crucibles are also removed , and tlie workmen are enabled to judge as to how far the process is matured . Usually , in about three hours , the molten metal is ready for "teeming . " The subsidence of all ebullition , ancl the dazzling brilliancy of the metal are proofs of the successful letion of the fiery
comp ordeal , ancl it is then forthwith poured into ingot moulds of the shape ancl size required . AA'hen cold , the resulting ingots are removed , and are in fit condition for tbe market ancl the rolling mills or the workshop . Those which are intended for jjonversion into dies are first elongated into bars , of which we shall have to speak hereafter . Without further preface let us now proceed to deal with the manufacture of cast steel dies as
practised at her Majesty ' s Mint . The whole of those which are used there—and in these clays of incessant money-making their name is "legion "—are produced within its own walls . The die department , which occupies what may be termed the left wing of the operative branch of the establishment , is entirely independent of , ancl distinct from , the coining-rooms . It comprises officesworkshopsstoresa museum ( in which are kept
, , , specimens of the dies of almost every monarch of England , from AVilliam the Conqueror to Victoria the Good ) , ancl all are conveniently disposed for these-purposes . In the workshops are to be found forges , furnaces , ilathes , huge presses , annealing and hardening pots of wrought iron , baths for die plunging , and numerous other fitments of a less important , but not less useful kind . The running machinery is driven by a six horse-power
steam engine , made by the well-known firm of Boulton and AVatt , the present head of which is H . AVollaston Blake , a director of the Bank of England . Rectangular bars of the finest cast steel which Sheffield can furnish , ancl varying in size in accordance with the respective denominations of coin in the British series alone are used in the Mint . There are two substantial reasons for employing highly
refined steel in die making . The first is that the elaborate engraving and fine lines of the artist , as placed on an original die , may be satisfactorily copied , ancl the second that due resistance may be gained by the perfect homogeneity and toughness
of the metal to the rapidly-repeated and heavy thuds ot the coining presses- Constant practice lias made the officers and workmen of the department excellent judges of the peculiar mechanical and chemical properties which should distinguish the steel they use . They are consequently not very liable to error in selecting it . It is not essential , perhaps , to explain minutely the peculiarities which distinguish good die steel ; hut it may be saicl thafc that which exhibitswhen broken or
, fractured , a moderately fine grain which is of uniform texture , and when polished is free from spot or blemish , is the best . Let it be imagined , lor illustration , that a coinage of floriusis required to be struck ancl issued from the Mint , and that the entire duty of engraving , sinking , and multiplying a number of dies for the purpose lias to be performed . Then , if we succeed in making the operation understood , our readers will have
obtained information as to the manufacture of dies generally , for all pass through similar processes . The engraver will have received his instructions from the master of the Mint . Let us therefore visit his atelier , ancl watch his movements . Having selected with especial care the bar to be first used , tested portions of it with rigorous severity , ancl thus assured himself of its perfect fitnessthe artist will cause it to be sent to the smith .
, After one end of the bar is heated to redness in an ordinary forge , two pieces are cut off it of the size required . The resulting blocks are then again heated and swaged into round form . It may be suggested that the bars of cast steel might as well be made round before reaching the hands of the die forgers and that this would save the labour of hammering the blocks into round shape afterwards . The smith ' s labour
, however , is not labour lost , for it gives a density and tensile strength to the embryo dies which they would not otherwise possess , and hence they are eventually found more durable . It will be well to explain , too , that the blocks are not worked longitudinally with the bar from which they are cut , bufc transversely ; that is to say , the sides of the bar , form the tops ancl bottoms of the dies . The grain of tbe steel is thus
made to pass across the dies , and not vertically through them . They are thus rendered less liable to splitting while under the press . The two rounded blocks are next annealed to the fullest extent possible , and this is clone by placing them in a wrought iron pot ,